
硬钎焊属于高温钎焊工艺。大多数硬钎焊温度在1200~1400F° (650~760℃,比软钎焊的温度高得多,但比熔焊的温度低得多)。与软钎焊一样,硬钎焊依靠毛细作用使接缝填满钎料。有许多不同种类的硬钎料合金,可以用来焊接几乎任何种类的金属或金属合金。硬钎焊接头强度高,有的可在高温下工作。硬钎焊的钎料种类繁多,以铝、银、铜、锰和镍为基的钎料应用最广。

搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。同时对材料进行搅拌摩擦来完成焊接的。

真空钎焊是在高真空环境将不同部件均匀加热到焊料熔化温度进行钎焊的一种工艺。在先将部件加工成型,进行彻底的清洗去除表面氧化物油污异物,再进行组装(需要焊接的部位中间放置焊片)夹持,送入真空钎焊炉进行高真空的洁净钎焊。必要时可进行热处理加硬及进一步的精加工。材质一般为铝、铜,内部流道可铺设折叠翅片或者铲齿。
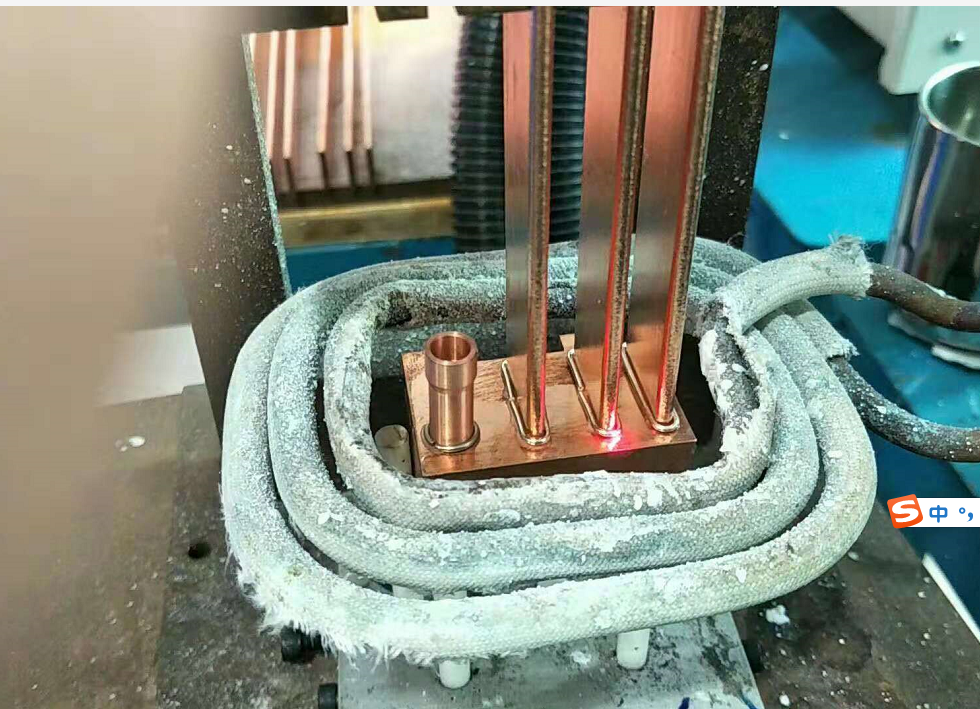
感应钎焊是将需要焊接的金属工件(一般紫铜居多)放在感应线圈内,通高频交流电,产生感应电磁场,在工件表面耦合产生感应电动势,在金属表面形成感应涡流,依靠在金属表面产生的涡流发热,在焊接部位一般会涂上焊粉,待到工件达到钎料熔化温度时焊接即可,感应钎焊是世界上最清洁环保的加热焊接方式。利用高频、中频或工频感应电流作为热源的焊接方法。
联系我们
 深圳市龙岗区南联宝南路63号锘威科技
深圳市龙岗区南联宝南路63号锘威科技
 +86-755-8487-0066
+86-755-8487-0066

关注我们

 +86-755-8487-0066
+86-755-8487-0066
 收藏
收藏 在线留言
在线留言 网站地图
网站地图